Sprzedaż krajowa | e-mail: sprzedaz@wostal.pl | tel. +48 606 851 104 Sprzedaż eksportowa | e-mail: export@wostal.pl | tel. +48 882 357 743

Wybór między odkuwką matrycową a detalem skrawanym z pręta zależy przede wszystkim od wielkości serii produkcyjnej i wymagań wytrzymałościowych. Skrawanie z pręta nie wymaga kosztów startu, ale generuje wysoki i stały koszt jednostkowy oraz duże straty materiału. Kucie matrycowe wymaga inwestycji w matryce, lecz przy dużych seriach znacznie obniża koszt jednostkowy i daje lepsze własności mechaniczne. Dla części krytycznych bezpieczeństwa odkuwka wygrywa niemal zawsze, niezależnie od wolumenu.
Kluczowa różnica technologiczna
Odkuwka matrycowa powstaje przez plastyczne odkształcenie nagrzanego wsadu w zamkniętej matrycy, natomiast detal skrawany z pręta to efekt ubytkowego usuwania materiału z walcowanego półfabrykatu. To fundamentalna różnica, która wpływa na koszt, czas i właściwości gotowej części.
W procesie kucia metal jest ściskany i wypełnia wnękę matrycy. Włókna materiału zostają uformowane zgodnie z kształtem detalu i nie są przecinane. W skrawaniu z pręta narzędzie usuwa materiał wióra po wiórze – włókna są przecinane, a struktura metalu pozostaje taka, jak w półfabrykacie walcowanym.
Porównanie kosztów produkcji
Koszt całkowity produkcji to suma kosztów przygotowania i kosztów jednostkowych. Właśnie to równanie decyduje o wyborze technologii.
Skrawanie z pręta – niski próg wejścia, wysoki koszt jednostkowy
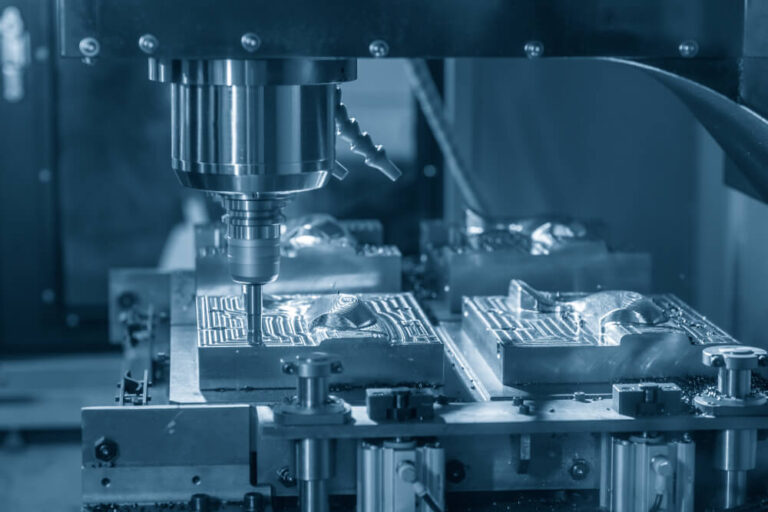
Produkcja detalu z pręta nie wymaga żadnych nakładów na oprzyrządowanie. Koszt startu wynosi praktycznie zero – wystarczy dostępny w magazynie materiał i program CNC.
Jednak koszt jednostkowy skrawania jest wysoki i pozostaje stały niezależnie od liczby wyprodukowanych sztuk. Składają się na niego: koszt materiału (w tym wióra, czyli odpad), czas maszynowy, zużycie narzędzi i praca operatora. Przy złożonych kształtach udział wióra może wynosić od 40 do 70% masy półfabrykatu. To oznacza, że kupujesz i płacisz za materiał, który potem wyrzucasz.
Kucie matrycowe – wysoki koszt startu, niski koszt jednostkowy
Kucie matrycowe wymaga zaprojektowania i wykonania matryc, co jest jednorazowym, ale znacznym kosztem. W zależności od złożoności detalu i materiału matrycy koszt oprzyrządowania może wynosić od kilkudziesięciu do kilkuset tysięcy złotych.
Za to koszt jednostkowy odkuwki jest wielokrotnie niższy niż skrawanie z pręta przy tej samej masie detalu. Odkuwka ma minimalny naddatek na obróbkę skrawaniem – obrabia się tylko powierzchnie funkcjonalne. Zużycie materiału jest kontrolowane i małe.
Punkt opłacalności (break-even point)
Break-even point to liczba sztuk, od której kucie matrycowe staje się tańsze niż skrawanie z pręta. Oblicza się go według wzoru:
Liczba sztuk break-even = Koszt matrycy ÷ (Koszt jednostkowy skrawania – Koszt jednostkowy odkuwki)
Dla detalu o masie 5 kg ze stali węglowej próg ten może wynosić od kilkuset do kilku tysięcy sztuk. Im większy i bardziej złożony detal, tym wcześniej kucie staje się opłacalne. Im droższy materiał i im więcej wióra generuje skrawanie, tym szybciej nastąpi punkt przełamania.
Jak wielkość serii decyduje o wyborze technologii?
Wielkość serii to najważniejsze kryterium wyboru między kuciem matrycowym a skrawaniem z pręta.
- Prototypy i serie poniżej kilkuset sztuk – skrawanie z pręta jest tańsze i szybsze. Brak kosztów oprzyrządowania i natychmiastowy start produkcji to argumenty trudne do pobicia.
- Serie od kilkuset do kilku tysięcy sztuk – zależy od masy detalu, złożoności geometrii i ceny materiału. Warto wykonać obliczenia break-even dla konkretnego przypadku.
- Produkcja seryjna powyżej kilku tysięcy sztuk – kucie matrycowe jest niemal zawsze tańsze i bardziej efektywne. Koszt matrycy rozkłada się na dużą liczbę sztuk, a niski koszt jednostkowy daje wyraźną przewagę.
Własności mechaniczne – gdzie odkuwka nie ma konkurencji?
Odkuwka matrycowa ma lepsze własności mechaniczne niż detal skrawany z pręta. To nie jest marketing – to fakt wynikający z fizyki procesu.
Podczas kucia włókna metalu przyjmują układ zgodny z kształtem detalu. Taka struktura włóknista jest ciągła i zorientowana w kierunkach naprężeń. Efekt: wyższa wytrzymałość zmęczeniowa, lepsza udarność i większa odporność na obciążenia dynamiczne.
W detalu skrawanym z pręta włókna walcowanego półfabrykatu są prostolinijne. Gdy obróbka skrawaniem przecina te włókna – a przy złożonych kształtach jest to nieuniknione – powstają miejsca o obniżonej wytrzymałości na zmęczenie i pęknięcia.
Dla części przenoszących obciążenia dynamiczne – zawiesia, haki, dźwignie, elementy układów hydrauliki siłowej, części obudów górniczych – różnica we właściwościach mechanicznych może być decydująca dla bezpieczeństwa eksploatacji.
Geometria detalu – kiedy kucie ma sens, a kiedy nie?
Nie każdy detal nadaje się do kucia matrycowego. Geometria części mocno wpływa na opłacalność i możliwości technologiczne obu metod.
Detale sprzyjające kuciu matrycowemu
Kucie wygrywa przy detalach o złożonych, asymetrycznych kształtach z lokalnymi pogrubieniami. Kołnierze, piasty, dźwignie, haki, krzyżaki – wszystkie te kształty można uformować w matrycy ze znacznie mniejszą ilością obróbki niż przy skrawaniu z pręta. Im bardziej bryła detalu odbiega od prostego walca lub prostopadłościanu, tym większa oszczędność materiału przy kuciu.
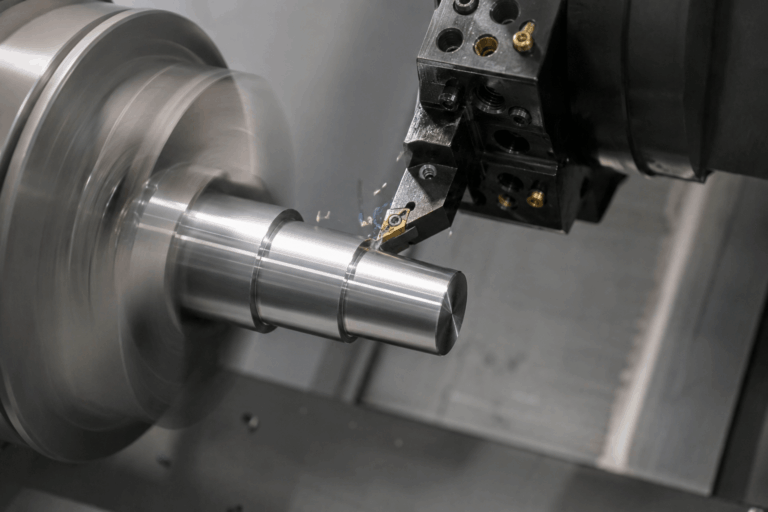
Detale lepsze do skrawania z pręta
Proste detale obrotowe – wałki, tuleje, kołki, śruby – można efektywnie i tanio wykonać z pręta na tokarce CNC. Kształt półfabrykatu jest zbliżony do kształtu gotowego detalu, naddatek na skrawanie jest niewielki, a koszt oprzyrządowania specjalnego nie istnieje.
Czas realizacji i elastyczność produkcji
Skrawanie z pręta pozwala na szybki start. Materiał jest dostępny w magazynie lub z krótkim terminem dostawy. Program CNC dla nowego detalu można przygotować w ciągu kilku godzin lub dni.
Kucie matrycowe wymaga czasu na przygotowanie produkcji. Zaprojektowanie i wykonanie matrycy to czynności, które trwają zazwyczaj od kilku do kilkunastu tygodni. To inwestycja, która ma sens przy stabilnym i przewidywalnym popycie. Jeśli zamówienia są nieregularne lub trudne do prognozowania, skrawanie z pręta daje większą elastyczność.
Zastosowania, w których odkuwka matrycowa wygrywa
Branże, w których bezpieczeństwo i niezawodność są priorytetem, preferują odkuwki matrycowe z konkretnych powodów technicznych.
- Górnictwo – zawiesia, odciągi, elementy obudów górniczych, haki – pracują w warunkach udarowych i wymagają wysokiej wytrzymałości zmęczeniowej.
- Transport i motoryzacja – zwrotnice, piasty kół, elementy układów zawieszenia i hamulcowych – obciążenia dynamiczne i wymagania certyfikacyjne preferują odkuwki.
- Energetyka – elementy turbin, zawory, flansze ciśnieniowe – wymagania wytrzymałościowe i szczelności struktury metalu.
- Maszyny rolnicze i hydraulika siłowa – złącza, tłoki, korpusy siłowników – złożona geometria i obciążenia dynamiczne.
Najczęściej zadawane pytania
Jak obliczyć próg opłacalności między kuciem matrycowym a skrawaniem z pręta dla konkretnego detalu?
Próg opłacalności oblicza się, dzieląc koszt oprzyrządowania (matrycy) przez różnicę kosztów jednostkowych: (koszt jednostkowy skrawania minus koszt jednostkowy odkuwki). Do kalkulacji potrzebujesz wyceny matrycy od kuźni, ceny materiału w obu wariantach, czasu maszynowego na skrawanie i przewidywanego kosztu obróbki CNC odkuwki. Producenci odkuwek, tacy jak doświadczone kuźnie, często pomagają w takiej analizie przed podjęciem decyzji o uruchomieniu produkcji.
Czy odkuwka matrycowa zawsze wymaga dodatkowej obróbki CNC?
W większości przypadków tak – odkuwka wymaga obróbki CNC powierzchni bazowych i funkcjonalnych, takich jak otwory, gwinty, powierzchnie uszczelniające i pasowania. Jednak ilość usuwanego materiału jest wielokrotnie mniejsza niż przy skrawaniu z pełnego pręta. Odkuwki gotowe do montażu bez obróbki CNC zdarzają się rzadko i dotyczą prostych kształtów z szerokimi tolerancjami, np. niektórych elementów złącznych lub haków.
Jak żywotność matrycy wpływa na koszt jednostkowy odkuwki przy długich seriach?
Matryce mają określoną żywotność wyrażoną w liczbie odkuwek – zazwyczaj od kilkudziesięciu tysięcy do kilkuset tysięcy sztuk, zależnie od materiału odkuwki, temperatury kucia i geometrii matrycy. Po zużyciu matryce wymagają regeneracji lub wymiany, co zwiększa koszt jednostkowy odkuwki. Przy planowaniu długich serii produkcyjnych należy uwzględnić ten koszt cykliczny w kalkulacji. Dobry projekt matrycy i właściwy dobór stali narzędziowej znacząco wydłużają jej żywotność.
Czy można zmniejszyć koszt startu kucia matrycowego przez zastosowanie matryc uproszczonych?
Tak. Matryce uproszczone lub wstawkowe pozwalają obniżyć koszt wejścia, szczególnie przy detalach o umiarkowanej złożoności. Rozwiązania modułowe, gdzie część matrycy jest wspólna dla różnych detali, są stosowane przy produkcie z podobnych rodzin geometrycznych. Kompromisem jest zazwyczaj nieco wyższy naddatek na obróbkę lub ograniczenie tolerancji odkuwki, ale koszt startu może być kilkakrotnie niższy niż przy pełnej matrycy docelowej.
Jak wybrać technologię dla detali o krytycznym znaczeniu bezpieczeństwa w górnictwie?
Dla elementów krytycznych bezpieczeństwa – zawiesi, odciągów, haków i elementów obudów górniczych – odkuwka matrycowa jest wskazana niezależnie od wielkości serii. Ukierunkowana struktura włóknista i zagęszczona mikrostruktura metalu zapewniają wyższą wytrzymałość zmęczeniową i udarność niż detal skrawany z pręta. Wymagania certyfikacyjne (np. normy górnicze, atesty materiałowe, badania nieniszczące) są łatwiej spełniane przez odkuwki niż przez detale skrawane, ponieważ proces kucia jest lepiej udokumentowany i powtarzalny. W górnictwie ryzyko awarii elementu nośnego jest nieakceptowalne, dlatego argumenty kosztowe schodzą na drugi plan.