Sprzedaż krajowa | e-mail: sprzedaz@wostal.pl | tel. +48 606 851 104 Sprzedaż eksportowa | e-mail: export@wostal.pl | tel. +48 882 357 743
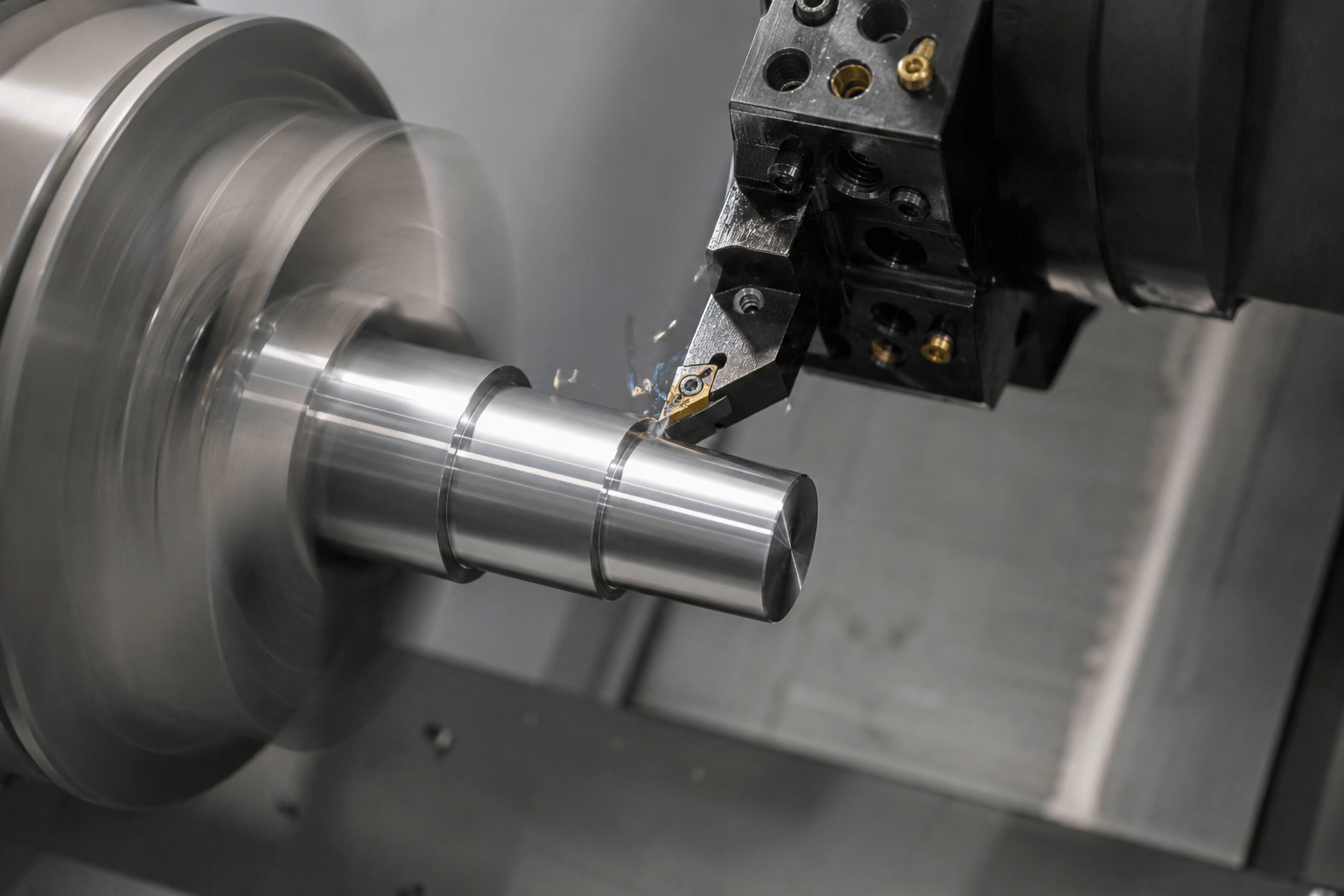
Toczenie CNC to obróbka skrawaniem sterowana komputerowo, w której detal obraca się wokół własnej osi, a narzędzie skrawające porusza się wzdłuż zaprogramowanych ścieżek, usuwając naddatek materiału. Tokarka CNC działa na podstawie kodu G, który precyzyjnie kontroluje każdy parametr skrawania. Technologia zapewnia dokładności do setnych części milimetra i pełną powtarzalność każdej kolejnej sztuki. Najlepiej sprawdza się przy detalach o symetrii obrotowej: wałkach, tulejach, pierścieniach i kołnierzach.
Czym jest toczenie CNC?
Toczenie CNC to metoda obróbki skrawaniem, w której obrabiany przedmiot wykonuje główny ruch obrotowy, a narzędzie skrawające przesuwa się liniowo w osiach X i Z, stopniowo usuwając materiał i nadając detalowi docelowy kształt oraz wymiary. Skrót CNC pochodzi od angielskiego Computer Numerical Control, czyli sterowanie numeryczne realizowane przez komputer.
Co odróżnia toczenie od frezowania? W tokarce CNC obraca się przedmiot, a narzędzie stoi względnie nieruchomo (poza ruchem posuwowym). We frezarce jest odwrotnie – obraca się narzędzie, a przedmiot jest przesuwany. Różnica ta decyduje o tym, do jakich geometrii stosuje się każdą z technologii.
Toczenie CNC należy do grupy procesów określanych jako obróbka skrawaniem CNC. Obejmuje operacje na detalach posiadających symetrię obrotową: wałkach, tulejach, tarczach, pierścieniach, stożkach, kołnierzach, sworzniach i trzpieniach.
Zasada działania tokarki CNC
Tokarka CNC pracuje na podstawie programu sterującego zapisanego w języku G-code, który zawiera wszystkie instrukcje dotyczące ruchu narzędzia, prędkości obrotowej wrzeciona, posuwu i głębokości skrawania. Układ sterowania odczytuje program wiersz po wierszu i na bieżąco kontroluje pozycję elementów ruchomych.
Zamknięta pętla sprzężenia zwrotnego
Nowoczesne sterowniki numeryczne CNC pracują w zamkniętej pętli sprzężenia zwrotnego. Enkodery i czujniki pozycji mierzą rzeczywiste położenie suportu i wrzeciona, a układ sterowania porównuje te wartości z zadanymi i na bieżąco koryguje ewentualne odchylenia. Dzięki temu osiągane są dokładności wymiarowe rzędu setnych części milimetra, niemożliwe do uzyskania przy ręcznym sterowaniu.
Budowa tokarki CNC – elementy kluczowe
Z funkcjonalnego punktu widzenia tokarka CNC składa się z kilku głównych podzespołów.
- Wrzeciono z uchwytem – mocuje detal i wprawia go w ruch obrotowy z zadaną prędkością.
- Suport z głowicą rewolwerową – przenosi narzędzia skrawające i realizuje ruch posuwowy w osiach X i Z.
- Konik – podtrzymuje długie detale od strony wolnego końca, zapobiegając ugięciu.
- Układ chłodzenia – dostarcza chłodziwo do strefy skrawania, odprowadzając ciepło i wióry.
- Sterownik numeryczny – przetwarza kod G i zarządza wszystkimi osiami maszyny.
Etapy procesu toczenia CNC
Proces toczenia CNC przebiega przez siedem powtarzalnych etapów, od przygotowania dokumentacji technicznej aż po kontrolę jakości gotowego detalu.
- Przygotowanie modelu CAD – detal jest opisany rysunkiem 2D lub modelem 3D zawierającym wymiary, tolerancje i wymagania dotyczące chropowatości powierzchni.
- Programowanie w systemie CAM – oprogramowanie CAM generuje ścieżki narzędzia i tłumaczy je na kod G gotowy do wczytania w sterowniku tokarki.
- Zamocowanie półfabrykatu – operator umieszcza materiał wyjściowy (pręt, odkuwkę, odlew) w uchwycie wrzeciona i zabezpiecza go przed przemieszczaniem.
- Dobór i ustawienie narzędzi – płytki skrawające lub noże tokarskie są montowane w gniazdach głowicy rewolwerowej, a ich długości są mierzone i wpisywane jako offsety.
- Bazowanie maszyny – ustala się punkt zerowy obróbki względem detalu; dane są wpisywane do sterownika.
- Uruchomienie programu – maszyna realizuje zaprogramowane operacje autonomicznie, według kolejności zapisanej w kodzie G.
- Kontrola wymiarów i jakości – gotowy detal jest mierzony mikrometrem, czujnikiem zegarowym lub na maszynie pomiarowej; wynik decyduje o przyjęciu lub odrzuceniu sztuki.
Typowe operacje i detale obrotowe
Toczenie CNC obejmuje szeroki zakres operacji tokarskich wykonywanych w jednym lub kilku zamocowaniach. Do najczęstszych należą:
- toczenie zewnętrzne – wałki, stopnie, fazowania, kształty stożkowe,
- toczenie wewnętrzne – otwory, rowki wewnętrzne, tuleje,
- planowanie czoła – wyrównanie powierzchni czołowej detalu,
- gwintowanie – gwinty zewnętrzne i wewnętrzne o różnym skoku,
- nacinanie rowków – rowki ustalające, pierścieniowe, wyjścia gwintów,
- toczenie kształtowe – profile o złożonym zarysie w jednej operacji.
Wszystkie te operacje łączy jedna cecha: detal musi posiadać symetrię obrotową. Wałki, tuleje, pierścienie, tarcze, kołnierze, sworznie i trzpienie to najbardziej typowe wyroby produkowane na tokarkach CNC.
Materiały obrabiane na tokarkach CNC
Tokarka CNC może obrabiać większość materiałów konstrukcyjnych stosowanych w przemyśle, pod warunkiem dobrania odpowiednich parametrów skrawania i geometrii narzędzia. W praktyce najczęściej obrabiane są:
- stale konstrukcyjne niestopowe i stopowe,
- stale nierdzewne (austenityczne, martenzytyczne),
- stale trudnościeralne i wysokostopowe,
- aluminium i jego stopy,
- brąz i mosiądz,
- tworzywa konstrukcyjne, np. poliamid PA6 lub PA66.
Parametry skrawania – prędkość obrotowa, posuw, głębokość skrawania – są dobierane indywidualnie dla każdego materiału, wymiaru detalu i wymaganej tolerancji. Obróbka stali nierdzewnej wymaga innych warunków niż obróbka aluminium tej samej średnicy.
Przewagi toczenia CNC w produkcji seryjnej
Kluczową przewagą toczenia CNC jest połączenie wysokiej precyzji z pełną powtarzalnością w całej serii produkcyjnej. Każda kolejna sztuka jest wykonywana dokładnie według tego samego programu, bez wpływu zmęczenia operatora ani różnic w interpretacji rysunku.
- Precyzja wymiarowa – dokładności do setnych milimetra, możliwe do utrzymania przez całą serię.
- Powtarzalność – każda sztuka ma identyczne wymiary bez dodatkowych korek
- Wydajność seryjna – po ustawieniu maszyny kolejne cykle są w pełni automatyczne
- Redukcja błędu ludzkiego – operator nadzoruje proces, ale nie wpływa bezpośrednio na ruchy narzędzi.
- Obróbka kompletna w jednym zamocowaniu – nowoczesne centra tokarskie CNC wykonują wiele operacji bez przekładania detalu, co skraca czas cyklu i eliminuje błędy wynikające z ponownego bazowania
- Krótszy łańcuch produkcji – gdy dostawca dysponuje własną kuźnią i obróbką mechaniczną, odkuwka jest toczona na gotowy detal bez przekazywania półfabrykatu zewnętrznemu podwykonawcy.
Gdzie stosuje się toczenie CNC?
Toczenie precyzyjne detali obrotowych jest obecne praktycznie w każdej gałęzi przemysłu wymagającej powtarzalnych elementów mechanicznych. Typowe obszary zastosowań obejmują:
- przemysł maszynowy i produkcja maszyn budowlanych,
- górnictwo – sworznie, tuleje, elementy zawiesi łańcuchowych,
- transport technologiczny i przenośniki,
- hydraulika siłowa – tłoczyska, tuleje cylindrów,
- kolejnictwo – elementy układów jezdnych i hamulcowych,
- energetyka – wały, pierścienie uszczelniające,
- budownictwo – elementy kotew i łączników sprężających.
Wszędzie tam, gdzie wymagana jest powtarzalna precyzja detali obrotowych i produkcja w seriach, toczenie CNC jest standardową metodą wytwarzania.
Ograniczenia toczenia CNC
Toczenie CNC jest najbardziej efektywne przy detalach o symetrii obrotowej – to jednocześnie jego największa siła i ograniczenie. Geometrie płaskie, kieszenie, otwory prostopadłe do osi detalu czy złożone powierzchnie 3D wymagają frezowania CNC lub zastosowania centrów tokarsko-frezarskich, które łączą funkcje obu technologii w jednej maszynie.
Najczęściej zadawane pytania
Czym różni się tokarka CNC od centrum tokarsko-frezarskiego?
Tokarka CNC wykonuje wyłącznie operacje tokarskie: toczenie zewnętrzne i wewnętrzne, gwintowanie, planowanie, rowkowanie. Centrum tokarsko-frezarskie łączy te funkcje z napędzonymi narzędziami obrotowymi, które umożliwiają frezowanie, wiercenie otworów prostopadłych do osi oraz inne operacje niemożliwe na klasycznej tokarce. Oznacza to, że detal z otworem poprzecznym lub frezowaną płaszczyzną może być wykonany kompletnie w jednym zamocowaniu, bez przekładania na frezarkę.
Ile osi może mieć nowoczesna tokarka CNC i co to oznacza w praktyce?
Podstawowa tokarka CNC pracuje w dwóch osiach: X (ruch poprzeczny narzędzia) i Z (ruch wzdłużny). Nowoczesne centra tokarskie mogą mieć od 4 do 9 osi, w tym oś Y (ruch boczny), oś C (obrót wrzeciona do pozycjonowania detalu) oraz przeciwwrzeciono do obróbki drugiej strony bez przekładania. Więcej osi oznacza możliwość wykonania bardziej złożonych geometrii w krótszym czasie i z mniejszą liczbą zamocowań.
Co to jest głowica rewolwerowa i ile narzędzi może obsłużyć w jednym cyklu?
Głowica rewolwerowa to obrotowy magazyn narzędzi zamontowany na suporcie tokarki. Standardowe głowice mieszczą od 8 do 12 narzędzi, a większe rozwiązania nawet do 24. Zmiana narzędzia polega na obróceniu głowicy do odpowiedniej pozycji – trwa to zazwyczaj 0,1–0,3 sekundy. Dzięki temu maszyna może w jednym cyklu wykonać toczenie zgrubne, toczenie wykańczające, gwintowanie i rowkowanie bez zatrzymania i ręcznej wymiany narzędzi.
Czy do toczenia CNC zawsze potrzebny jest model 3D, czy wystarczy rysunek 2D?
Do programowania toczenia CNC wystarczy precyzyjny rysunek techniczny 2D z wymiarami, tolerancjami i oznaczeniami chropowatości powierzchni. Detale obrotowe są z natury symetryczne, więc ich geometria jest w pełni opisana przez przekrój. Model 3D przyspiesza pracę w systemach CAM i zmniejsza ryzyko błędów interpretacji, ale nie jest bezwzględnie wymagany przy prostszych detalach.
Jak długo trwa przygotowanie tokarki CNC do nowego zlecenia?
Czas przezbrojenia tokarki CNC zależy od złożoności detalu i liczby narzędzi. Przy prostych detalach przezbrojenie zajmuje od 15 do 60 minut, przy bardziej złożonych – kilka godzin. Na czas ten składają się: montaż i pomiar narzędzi, bazowanie detalu, wczytanie programu i wykonanie próbnej sztuki do weryfikacji wymiarów. Przy produkcji seryjnej czas przezbrojenia rozkłada się na całą serię i ma coraz mniejszy wpływ na jednostkowy czas produkcji.